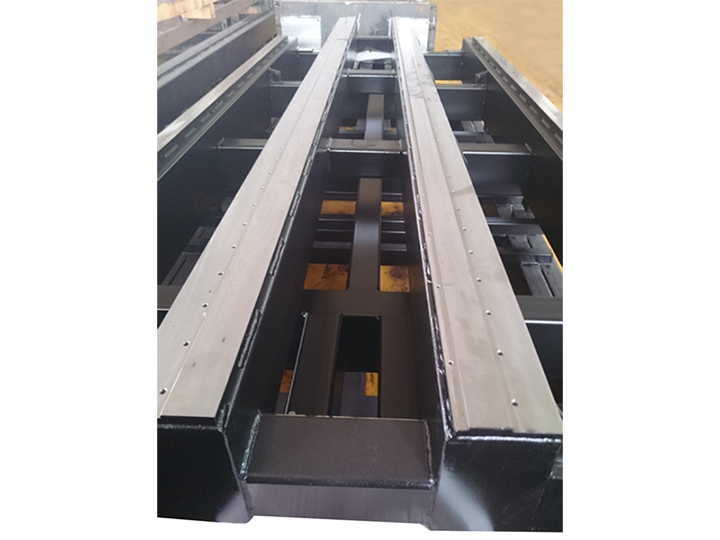
接頭形式:
焊接接頭形式有對(duì)接接頭�����、T字接頭���、角接接頭和搭接接頭四種��。焊接工件接頭的對(duì)縫尺寸是由焊件的接頭形式�����、焊件厚度和坡口形式?jīng)Q定的�����。電工自行操作的焊接通常是角鋼和扁鋼�����,一般不開(kāi)坡口����,對(duì)縫尺寸是0-2mm��。
焊接方式:
焊接方式分為平焊�、立焊、橫焊和仰焊四種���。應(yīng)根據(jù)焊接工件的結(jié)構(gòu)�����、形狀���、體積和所處位置的不同選擇不同的焊接方式。
平焊時(shí)����,焊縫處于水平位置�,操作技術(shù)容易掌握�����,采用焊條直徑可大些�,生產(chǎn)效率高,但容易出現(xiàn)熔渣和鐵水分不清的現(xiàn)象���。焊接所用的運(yùn)條方法均成直線形����,焊件若需兩面焊時(shí)����,焊接正面焊縫,運(yùn)條速度反應(yīng)慢些����,以獲得較大的深度和寬度;焊反面焊縫時(shí)��,則運(yùn)條速度要快些�����,使焊縫寬度小些。
立焊和橫焊時(shí)��,由于熔化的金屬自重下淌��,產(chǎn)生未焊透和焊瘤等缺陷��,所以要用較小直徑的焊條和較短的電弧焊接���。焊接電流要比平焊時(shí)小12%。
仰焊操作難度高���,焊接時(shí)要采用較小直徑的焊條����,用較短的電弧焊接����。